Re: МАСТЕРСКАЯ Игорь г. Мурманск
Gvardiy сказал:
6 мм для ширины ремня..... не маловато?
У меня ремень на 15,с отношением 1:6.

![]()
Форум Каменский Станкостроительный Завод. Всё по станкам чпу и не только. → МАСТЕРСКИЕ НАШИХ ЗАКАЗЧИКОВ → МАСТЕРСКАЯ Игорь г. Мурманск

6 мм для ширины ремня..... не маловато?
У меня ремень на 15,с отношением 1:6.
Добрый день. Почему используете при обработке шашек стратегию растр а не круговую?



Почему используете при обработке шашек стратегию растр а не круговую?
А зачем мне все оси напрегать, я иногда делаю на большом станке, поэтому мне эта стратегия нравится, от круговой шума больше, мало того, что фреза работает, так ещё и все шаговики начнут "гудеть", да и "расшатывать" лишний раз станок не хочется, я берегу его.... Быстрее от изменения стратегии не будет, а растр работает в эконом режиме....
Но круговой никто не отменял, поэтому тут личное кому какую стратегию выбирать ))))
Фрезеровка пешки все проходы:
В этом видео я объясняю как сделать так, что-бы маленькие фигуры были одного диаметра....
В этом видео я призываю любителей 4-й осевой обработки пояснить, почему на прямых дистанциях ось Z перемещается +- 0,08 мм.
Из-за этих движений станок не развивает нужную скорость....
Пробовал сглаживать модель до максиума, итог тот-же...
Это специфика работы, или есть объяснение???
У меня тоже по z прыгает на ровных участках. Может в повермиле нужно с допуском поигратся. Игорь какая скорость стоит у вас на поворотке и ускорение и сколько шагов для 1градуса.
У меня тоже по z прыгает на ровных участках. Может в повермиле нужно с допуском поигратся
Да не, я все перепробовал, пока не решил этот вопрос....
какая скорость стоит у вас на поворотке и ускорение и сколько шагов для 1градуса.
Скорость 6000, ускорение 1500 или 2000, что-то около этого, редукция 1 к 6, на шаговике 15 зубов, на маховике 90....
Я не помню, как-то по формулам просчитал, все сошлось даже калибровать не пришлось, 360 градусов идеально проходит...... Я фрезерую стратегией круговой, и полосы не остается ))))
Спасибо я просто со своей сравниваю у меня скорость 4000. А ускорение 2000.
у меня скорость 4000. А ускорение 2000.
Я начинал с 4000, но мне показалось как-то медленно крутиться, вот и остановился на 6000 
Gvardiy сказал:Alestior сказал:Думаю есть более простой способ как это сделать?
здесь недавно обсуждали... 104 сообщение
Ролик по продолжению фрезеровки после сбоя
Спасибо!
Прошу прощения, не в ту тему, 

Про то как менять X на Y (или наоборот) в Power Mill
У меня заготовка меняется по Y сразу, когда делаю новую CК по Y, и соответственно сбиваются все позиции.....
Может вручную нужно прописывать, нужно будет попробовать...
СПАСИБО!
Заготовку можно выбрать и в старой системе кординат а если новая то нужно вычислить заного.
как менять X на Y (или наоборот) в Power Mill
Ни фига, все-равно "абракадабра":
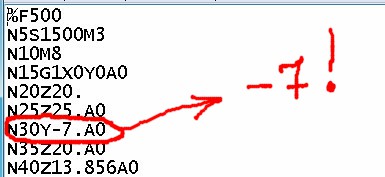
И если посмотреть ГКод, то в самом начале Y сразу с ноля уходит на позицию -7, где у меня можно сказать патрон стоит, наверное патрон пилить собирается ))):
Да фиг с ним, буду по старинке к Y привязывать, раз как говорит автор технологии ещё не дошли до такого понимания вдоль Y  , уже вроде наловчился......
, уже вроде наловчился......
Заготовку можно выбрать и в старой системе кординат а если новая то нужно вычислить заного.
При вычислении заново, вообще получается 2 разных СК, потом вообще при формировании УП такое получается...., тут хоть что-то просматривается, а если заново по новой СК вычислять, то там "ЛЕС" на уп выходит , уже пробовал...
У меня все получалось
У меня все получалось
У меня не хотит  , да меня не напрегает этот факт, я и так вдоль Y фрезерую, другим способом, просто интересно в чем моя ошибка, и этот способ не работает ... Будет время может ещё повожусь, а нет, значит нет
, да меня не напрегает этот факт, я и так вдоль Y фрезерую, другим способом, просто интересно в чем моя ошибка, и этот способ не работает ... Будет время может ещё повожусь, а нет, значит нет
А почему Дескпрото не пользуюте?
Я в нем все режу.
Для 4-х осей вроде лучше нет.
Скажите, вы 4=мя осями работаете? И еще вопрос: там можно заменить X на Y? У меня на станке поворотка длинная, не влазит по Х, а DP по умолчанию позиционирует деталь по Х. В итоге я поковырялся с повороткой и бросил это дело.
Скажите, вы 4=мя осями работаете? И еще вопрос: там можно заменить X на Y? У меня на станке поворотка длинная, не влазит по Х
Вам этот вопрос лучше ему в тему задать, здесь он может и не увидеть, для себя я решил этот вопрос.....
werazal70 сказал:А почему Дескпрото не пользуюте?
Я в нем все режу.
Для 4-х осей вроде лучше нет.Скажите, вы 4=мя осями работаете? И еще вопрос: там можно заменить X на Y? У меня на станке поворотка длинная, не влазит по Х, а DP по умолчанию позиционирует деталь по Х. В итоге я поковырялся с повороткой и бросил это дело.
Да, работаю 4-мя осями так как станок 4-х осевой . В Дескпрото можно ося поменять. Этим пользуются хозяева Стрижей. В начале пользовался этой обучалкой https://www.youtube.com/watch?v=aeDeFgY … PZqThWEF7v. В дальнейшем узнал много интересного. Можно делать практически всё, и довольно быстро просчитывает.
В дальнейшем узнал много интересного. Можно делать практически всё, и довольно быстро просчитывает.
Олега смотрел , но так и не понял как оси поменять местами по умолчанию. Можете скрин сделать и указать где и что переделать?
Вам этот вопрос лучше ему в тему задать, здесь он может и не увидеть, для себя я решил этот вопрос.....
А где его тема? А Вы как вопрос решили?
А Вы как вопрос решили?
Постпроцессор нарыл который по Y делает траекторию, теперь у меня 2 поста, по X и по Y, для повермил 2018... оба работают отлично...
И не надо устраивать танцы с бубнами что-бы по Y заставлять работать X-овый пост.....
теперь у меня 2 поста, по X и по Y, для повермил 2018
Вот бы мне такой пост для DP раздобыть
Вот бы мне такой пост для DP раздобыть
Так у ДП вроде попроще с постами чем в милле...
Подождите, может кто-то подскажет как в ДП по уму работать.....
ЮФО-161 сказал:Вот бы мне такой пост для DP раздобыть
Так у ДП вроде попроще с постами чем в милле...
Подождите, может кто-то подскажет как в ДП по уму работать.....
В ДП в опциях все легко настраивается)) Там в базе уже много постов готовых, просто под себя подстраиваешь и всё.
Форум Каменский Станкостроительный Завод. Всё по станкам чпу и не только. → МАСТЕРСКИЕ НАШИХ ЗАКАЗЧИКОВ → МАСТЕРСКАЯ Игорь г. Мурманск
Форум работает на PunBB, при поддержке Informer Technologies, Inc