Re: Станок в подарок!
yssyr, в темах по дереву уже не один раз писалось об этом.

![]()
Форум Каменский Станкостроительный Завод. Всё по станкам чпу и не только. → Станки с чпу. Станки фрезерные, ювелирные, токарные, пенорезы, плазморезы → Станок в подарок!


yssyr, в темах по дереву уже не один раз писалось об этом.



Моя первая работа!
Хорошо! Следующие работы будут получаться еще лучше)

Скажите пожалуйста, создал УП черновая + чистовая. Черновая фреза 6мм чистовая 0,75мм. не могу сообразить, после черновой какой выстанавливать ноль? Или просто после замены фрезы ставть фрезу в ноль?
Скажите пожалуйста, создал УП черновая + чистовая. Черновая фреза 6мм чистовая 0,75мм. не могу сообразить, после черновой какой выстанавливать ноль? Или просто после замены фрезы ставть фрезу в ноль?
Нужно создавать черновую и чистовую двумя файлами. после того как черновая отработала, каретка вернётся в ноль. меняешь фрезу. выставляешь новый ноль по Z, на тот же уровень что и ноль при черновой фрезе был. и запускаешь чистовую. Главное оси X и Y не обнулять. иначе всё насмарку.
yssyr сказал:Скажите пожалуйста, создал УП черновая + чистовая. Черновая фреза 6мм чистовая 0,75мм. не могу сообразить, после черновой какой выстанавливать ноль? Или просто после замены фрезы ставть фрезу в ноль?
Нужно создавать черновую и чистовую двумя файлами. после того как черновая отработала, каретка вернётся в ноль. меняешь фрезу. выставляешь новый ноль по Z, на тот же уровень что и ноль при черновой фрезе был. и запускаешь чистовую. Главное оси X и Y не обнулять. иначе всё насмарку.
На чистовую нужно по оси Z ниже опускать, или нет?
На чистовую нужно по оси Z ниже опускать, или нет?
если УП создано правильно, то не нужно. чистовая и черновая должны быть на одном уровне.
Для удобства ноль можно выставлять, например, так: уводим фрезу за границу обрабатываемой площадки на 1 см. Затем опускаем и после соприкосновения с заготовкой обнуляем значение по оси Z. После черновой обработки меняем фрезу на чистовую и уводим на 1 см. Опускаем и обнуляем 
Отводить на 1 см фрезу можно программно - с помощью команды, например Y-10 или Х-10.
Можно обнулять еще вот так https://777russia.ru/forum/viewtopic.php?pid=3261#p3261 ...до сих пор пользуюсь.

Спасибо ребята что помогаете!
Подскажите, как уменьшить шаг по z, что бы черновая снималась маленькими слоями? В настройках указываю 0.5мм, а фреза все ровно углубляется сразу на сантиметра 2, ничего не пойму.
Еще возник вопрос,фреза 0.75, как правелно выставлять ноль по оси X, о считается середина фрезы или край?
Еще возник вопрос,фреза 0.75, как правелно выставлять ноль по оси X, о считается середина фрезы или край?
от центра шарика ,. или от диаметра хвостовика .и вычислять .
точку поставить фрезой можно
Подскажите, как уменьшить шаг по z, что бы черновая снималась маленькими слоями? В настройках указываю 0.5мм, а фреза все ровно углубляется сразу на сантиметра 2, ничего не пойму.
Никто не знает?
Уточнить, в каких настройках устанавливаете 0.5мм? Что изменится, если указать 1.0мм?
yssyr сказал:Подскажите, как уменьшить шаг по z, что бы черновая снималась маленькими слоями? В настройках указываю 0.5мм, а фреза все ровно углубляется сразу на сантиметра 2, ничего не пойму.
Никто не знает?
Если УП делаете в ArtCam то в свойствах фрезы есть глуб. обработки за проход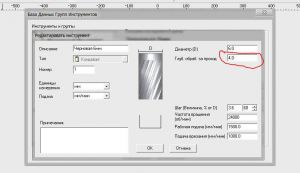
Если УП делаете в ArtCam то в свойствах фрезы есть глуб. обработки за проход
Вот тут ставлю шаг по z и 1 и 0,5мм. но почему то фреза сразу углубляется глубоко.
Если смотреть на эти настройки, то у Вас шаг по оси Z 2мм. А скорость перемещения 1000 мм/с = 1 метр в секунду, а это чрезмерно высока скорость!
Может в программе Мач вместо мм используется дюйм?
Выложите в картинках последовательность действий или опишите. Уверяю, эта проблема решаема
Если УП делаете в ArtCam то в свойствах фрезы есть глуб. обработки за проход
Вот тут ставлю шаг по z и 1 и 0,5мм. но почему то фреза сразу углубляется глубоко.
1. Меняйте скорость на мм/МИН а то получается 1 м в сек.
2. может у вас в Арткаме стоит начальный проход не "0".
Вопрос еще в том где Вы ставите ноль в программе и на станке, от этого тоже зависит сама обработка.
И через какой постпроцессор выводите УП
Если флажок установлен так, то ноль выставляется по верху заготовки.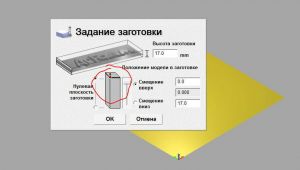
Если флажок стоит в данной позиции то по поверхности стола.
Ноль ставлю по поверх заготовки. Сегодня попробую скорость уменьшить, только не думаю что дело в ней. Какую скорость нужно ставить?
Ноль ставлю по поверх заготовки. Сегодня попробую скорость уменьшить, только не думаю что дело в ней. Какую скорость нужно ставить?
И в ArtCam и на станке?
yssyr сказал:Ноль ставлю по поверх заготовки. Сегодня попробую скорость уменьшить, только не думаю что дело в ней. Какую скорость нужно ставить?
И в ArtCam и на станке?
В Арткаме ставлю, а потом на станке фрезой.
Скорость выставляется не всегда одной и той же величины, зависит от текущего процесса работы, от конструкции станка и многих других нюансов. Допустим, вырезаете рельеф, начните с несколько см в секунду (до 5см/сек), учитывая глубину реза. А затем постепенно увеличивать скорость, пока пропуска шагов ШД нет.
По контуру скорость пару см в секунду, а то и меньше. Например, при работе с фанерой 4мм по контуру фрезой 1мм у меня 3см/сек.
Форум Каменский Станкостроительный Завод. Всё по станкам чпу и не только. → Станки с чпу. Станки фрезерные, ювелирные, токарные, пенорезы, плазморезы → Станок в подарок!
Форум работает на PunBB, при поддержке Informer Technologies, Inc