



Тема: Процесс изготовления деталей на станках с ЧПУ
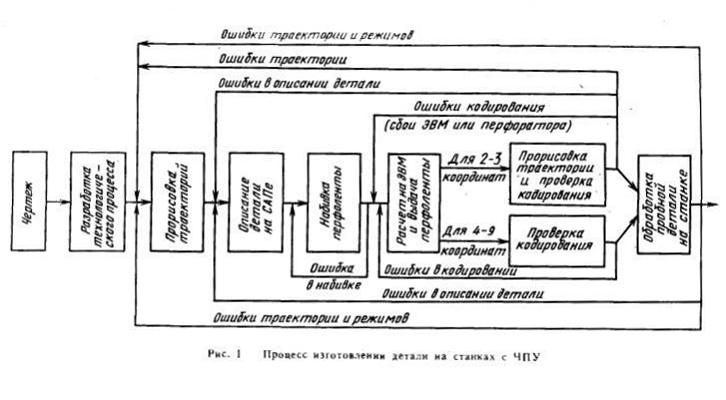
Чтобы выяснить основные тенденции развития систем ЧПУ, рассмотрим процесс изготовления деталей на станках с ЧПУ (см. рис. 1) На основании чертежа технолог-программист разрабатывает технологию, при этом выбирает инструмент, режим обработки, последовательность обработки, число установок, число программ и т. д., затем разрабатывает чертеж траекторий движения инструмента. Траектории описываются на языке применяемой системы автоматического программирования и вводятся в ЭВМ. Часто для этого предварительно набивается перфолента, которая затем вводится в ЭВМ. ЭВМ рассчитывает управляющую программу и формирует кадры программы в коде конкретной системы ЧПУ.
Управляющая программа для станка выдается ЭВМ в виде перфоленты. Если составленная программа предназначена для двух-, трех- координатного станка, она, как правило, проверяется на специальных устройствах контроля программ (УКП). При этом проверяется правильность кодирования управляющей перфоленты, сходимость по нулям всех координатных перемещений и правильность воспроизводимых траекторий. Последнее проверяется путем прочерчивания программ на координатографе или воспроизведения траекторий на экране графического дисплея.
Затем лента передается на станок, где обрабатывается пробная деталь. На всех этапах возможно возникновение ошибок, которые приходится исправлять, возвращаясь к соответствующему этапу(см. рис. 1). Особенностью процесса подготовки программ для многокоординатных станков является то, что отсутствует возможность прорисовки траектории на координатографах или дисплеях, поэтому перфоленту, полученную с ЭВМ, до передачи на станок проверяют только на правильность кодирования и сходимость по нулям координатных Перемещений. В процессе участвуют несколько человек: технолог-программист, оператор, набивающий перфоленты, оператор ЭВМ, оператор контрольной аппаратуры, оператор станка, причем они подчиняются трем различным службам (главному технологу, начальнику вычислительного центра и начальнику цеха) и территориально размещаются в разных местах. Поэтому процесс получения годной детали с учетом всех исправлений и коррекций может занимать от нескольких дней до месяца.
Понятно, что такой срок не отвечает требованиям производства и стремление к его сокращению является одним из факторов, вызывающих развитие систем ЧПУ и даже определяет появление новых классов систем. Это относится прежде всего к двух-, трех- координатным системам ЧПУ, при отработке программ для которых большинство выявляемых ошибок наглядны и легко исправимы. В случае отработки программ деталей сложной формы для станков с числом координат более трех (как правило, пять шесть) разработка и внедрение программы настолько сложны, что выполняются по специальному договору в плановом порядке. Ошибки в этом случае не наглядны, и их сравнение требует проведения сложных расчетов на ЭВМ, поэтому для систем такого класса задача сокращения цикла носит второстепенный характер, тем более что таких деталей на заводе считанные единицы.