Всем привет! Кто о чем, а я о том же! Установил скрипт(из 6 разных вариантов выбрал один) вроде все работает, но нет сигнала при замыкании датчика. Настройки Port and Pins
"1. Необходимо вскрыть блок.
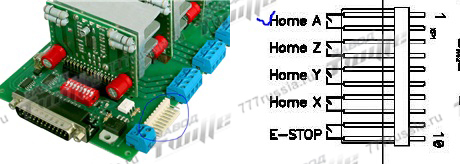
2. Внутри белый 10 пиновый разъем. Подключаемся к нему. 10 пин на разъеме соответствует 10 на lpt, 9 пин на разъеме общий ("-"), 8 пин - 11 на lpt, 7 пин на разъеме общий ("-"), и т.д.
3. Далее настраивает как входной сигнал PROBE - ставим пин согласно подключенному или пользуемся Autoset/"
А это с интрукции:
Каждый вход защищен от перегрузок по напряжению диодными цепочками с
токоограничивающими сопротивлениями.
Номер контакта XP1 Назначение сигнала и его соответствие
контакту порта LPT
1 Вход 5, контакт 10 LPT, обычно используется
для подключения кнопки аварийного останова
2 Общий
3 Вход 1, контакт 11 LPT, обычно используется
для концевого выключателя канала 1
4 Общий
5 Вход 2, контакт 12 LPT, обычно используется
для концевого выключателя канала 2
6 Общий
7 Вход 3, контакт 13 LPT, обычно используется
для концевого выключателя канала 3
8 Общий
9 Вход 4, контакт 15 LPT, обычно используется
И где правда?